空预器清灰 ·选我们集研究、制造、安装、调试为一体的高新技术企业
- 全国服务热线
- 400-066-9125
13805135921
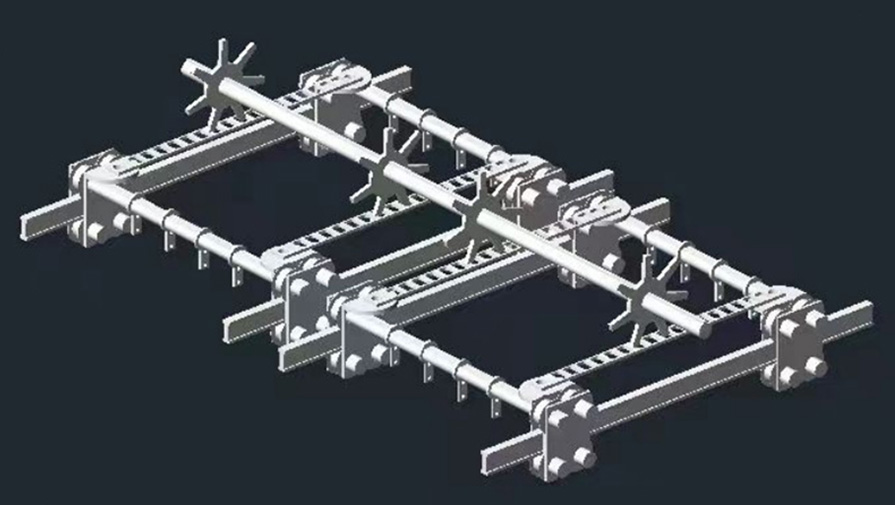
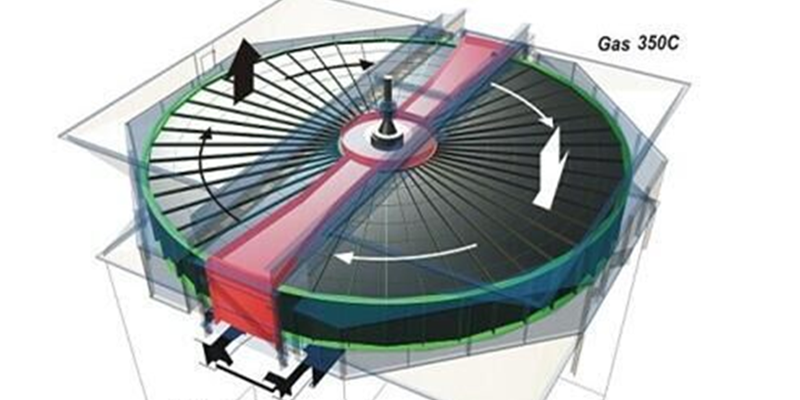
内置式智能清灰装置适用于:空间狭窄条件下,尤其适用于现有改造项目,内置式智能清灰装置工作原理,由安装在烟道外的执行机构、驱动烟道内的轴向旋转齿轮,带动异型链条板往返行程。该链条板连接在带有梳型刮板与吹灰喷嘴的主件上。由此来实行吹、刮、来回做功。同时在刮板件的主管上设有若干个吹灰嘴,随着刮板件的行走而同步化作业,烧结在空预器管壁上的垢尘在一番吹扫松动后,随之被刮板带走。
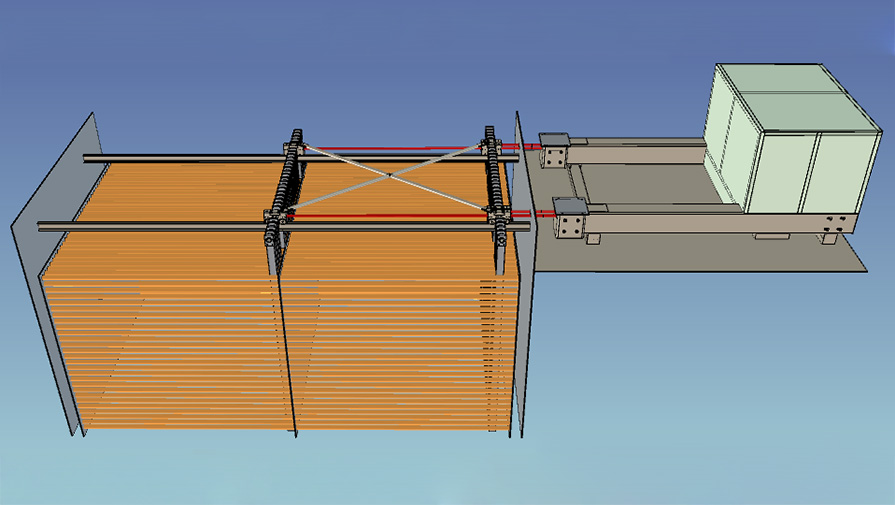
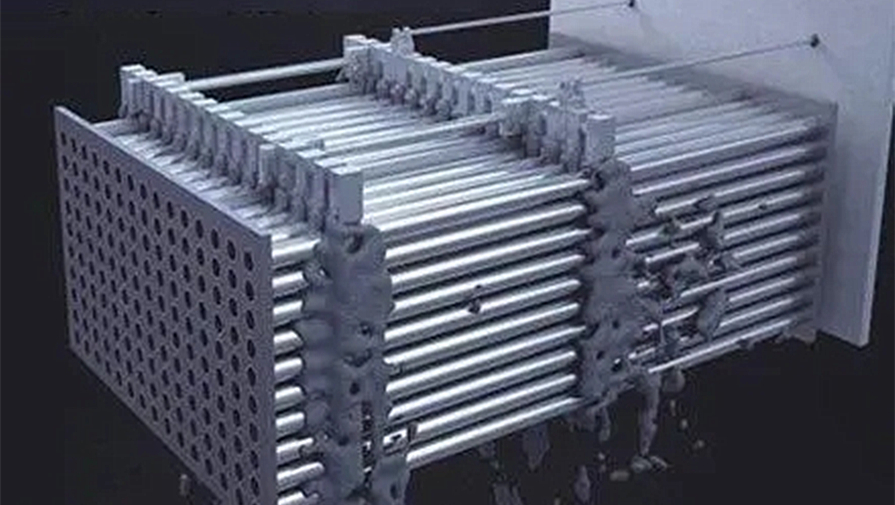
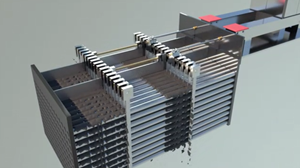
该管式空预器智能自动除灰装置依托锅炉本体中管式空预器组件为支撑,整机主要由驱动装置、伺服减速一体机、伸缩杆、导向组件、刮板组件及由 PLC 控制器加传感器组成的电气控制系统等构成。 该除灰装置经过系统中预先设置好的时间差,接到动作指令后,系统启动程序,驱动装置推动伸缩杆推动梳形刮板组件,在空预器换热管层间隙中进行来回刮扫,使粘结在管层表面上的附着物得以及时清理,否则形成的硫酸氢氨物在管壁上不断进行做窝发酵,增大到一定程度后,难以清除,造成空预器堵塞。这就完全解决了空预器堵灰问题、腐蚀问题。
内置式智能清灰装置适用于:空间狭窄条件下,尤其适用于现有改造项目,内置式智能清灰装置工作原理,由安装在烟道外的执行机构、驱动烟道内的轴向旋转齿轮,带动异型链条板往返行程。该链条板连接在带有梳型刮板与吹灰喷嘴的主件上。由此来实行吹、刮、来回做功。同时在刮板件的主管上设有若干个吹灰嘴,随着刮板件的行走而同步化作业,烧结在空预器管壁上的垢尘在一番吹扫松动后,随之被刮板带走。
空预器定方案前需对该设备实物及图纸认真研究,特别是现场勘查及与运行人员深入交流,录取介质、成分、烟气、流速、堵塞原因确定该设备缺点等。确定该机械清灰装置安装在哪些级位置,如:上级、中级、末级等。
在获得现场勘查数据及原设备图纸查看后,制造厂根据综合数据开始设计,同时对制造图开始描绘,这就是我们在确定生产图时确保与原设备配套天衣无缝,这就要我们做到图纸的设计要系统的符合该设备的运行参数,不影响上下游设备的运行工况,特别是生产图完善以后要与该设备图纸及厂家运行人员进行一次交流,进一步印证。
该设备运至现场后,在打开包装箱仔细检查出厂档案,是否有漏供及运输途中碰撞现象。在一番检查后根据客户及安全条件,在烟道内做好安全防范措施后进行定位测点,保持纵横、径轴四位一体,合理利用级层空间,做到焊接牢固、组装科学,尽量避开烟道中心气流集中位置加装体积大的配件。
一般情况下,锅炉的空气预热器材质为搪瓷管,但搪瓷管外防腐内不防腐蚀,根据国内30台锅炉的调研情况,搪瓷管设备有很多缺点,如怕碰撞,不易焊接等,最长寿命为3年,如使用机械清灰,该设备使用寿命可延长至8年,综合考量增加机械清灰,设备费用可节约100万元之多。

十月二十日,锦屏镇党委书记姜海燕、镇长 、人大纪主席来我公司座谈,在一番了解企业经营状况后,做出重要指示,姜书记说我们党委要当好企业的勤务兵,做好“招商引商惠商”一切从实际出发,解决企业面临的困难。也希望企业在创新升级的过程中,努力把企业先进的技术和产品、的服务态度呈现给广大用户,同时姜书记对企业逐年所缴纳的税收及领导层的成绩做出肯定,随后镇长、人大主席分别讲了话,希望公司“产品”走向国际化。
十月十五日,连云港市工信局张局长一行来我公司指导工作,张局长详细的了解公司经营状况及目前面临的那些困难,随后与我公司上层领导座谈,在一番深入了解后,张局长提出四点要求:

连云港晟源科技有限公司成立于2007年,座落在素有亚欧大陆桥“东桥头堡”之称的连云港市锦屏开发区境内,注册资金5000万元,是以创新为动力,集研究、制造、安装、调试为一体的高新技术企业。
走进我们